



想知道A3圆钢 45号圆钢热镀锌圆钢厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
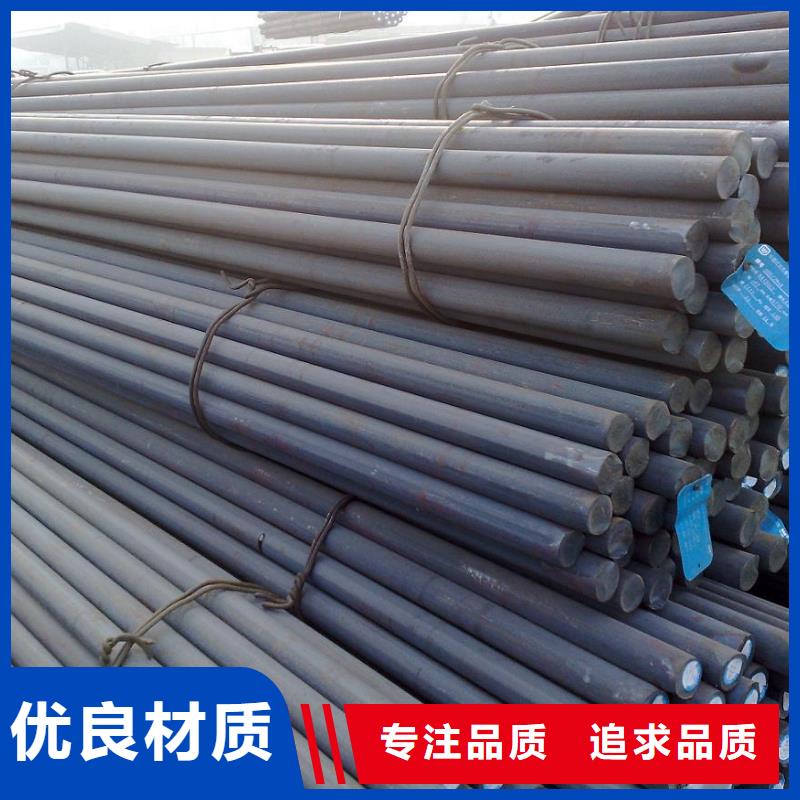
以下是:浙江衢州A3圆钢 45号圆钢热镀锌圆钢厂家的图文介绍
一名钢铁集团(衢州市分公司)拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 高频焊接H型钢产品,严格按照标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
一名钢铁集团(衢州市分公司)以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。

(1)一种规格的坯料在粗轧阶段轧成多种尺寸规格的中间坯。型钢的粗轧一般都是在两辊孔型中进行。如果型钢坯料全部使用连铸坯,从炼钢和连铸的生产组织来看,连铸坯的尺寸规格是愈少愈好, 是只要求一种规格。而型钢成品的尺寸规格却是愈多,企业开拓市场的能力就愈强。这就要求粗轧具有将一种坯料开成多种规格坯料的能力。粗轧既可以对异型坯进行扩腰扩边轧制,也可以进行缩腰缩边轧制。其较典型的例子是用板坯轧制H型钢。
(2)对于异型材,在中轧和精轧阶段尽量多使用万台孔型和多辊孔型。由于多辊孔型和 孔型有利于轧制薄而高的边,并且容易单独调整轧件断面上各部分的压下量,可以有效地减少轧辊的不均匀磨损,提高尺寸精度。
(3)型钢连轧,由于轧件的断面截面系数大,不能使用活套。机架问的张力控制一般是采用驱动主电机的电流记忆法或者是力矩记忆法进行。
(4)对于大多数型钢,在使用上一般都要求低温韧性好和具有良好的可焊接性,为保证这些性能,在材质上就要求碳当量低。对这些钢材,实行低温加热和低温轧制可以细化晶粒,提高材料的机械性能。在精轧后进行水冷,对于提高材料性能和减少在冷床上的冷却时间也有明显好处。
(2)对于异型材,在中轧和精轧阶段尽量多使用万台孔型和多辊孔型。由于多辊孔型和 孔型有利于轧制薄而高的边,并且容易单独调整轧件断面上各部分的压下量,可以有效地减少轧辊的不均匀磨损,提高尺寸精度。
(3)型钢连轧,由于轧件的断面截面系数大,不能使用活套。机架问的张力控制一般是采用驱动主电机的电流记忆法或者是力矩记忆法进行。
(4)对于大多数型钢,在使用上一般都要求低温韧性好和具有良好的可焊接性,为保证这些性能,在材质上就要求碳当量低。对这些钢材,实行低温加热和低温轧制可以细化晶粒,提高材料的机械性能。在精轧后进行水冷,对于提高材料性能和减少在冷床上的冷却时间也有明显好处。


小面积的点蚀在不减薄设计厚度的情况下,可以采用焊补打磨直至合格。2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。2.2施工设备及工具:2.2.1切割下料设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。在气割前,先检查整个气割系统的设备和工具全部运转正常,并确保的条件下才能运行,而且在气割过程中应注意保持。2.2.3检测及标识工具分别为:钢尺、卷尺、石笔、记号笔等。3.切割操作工艺:3.1在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。3.2根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示:割嘴倾角与割件厚度的关系割件厚度<10≥10倾角方向后倾垂直倾角度数10°-15°0°钢板切割余量表切割方式材。



(1)品种规格多。已达万种以上,而在生产中,除少数专用轧机生产专门产品外,绝大多数型材轧机都在进行多品种、多规格生产。
(2)断面形状差异大。在型材产品中,除了方、圆、扁钢断面形状简单且差异不大外,大多数复杂断面型材(如工字钢、H型钢、Z字钢、槽钢、钢轨等)不仅断面形状复杂,而且互相之间差异较大,这些产品的孔型设计和轧制生产都有其特殊性;断面形状的复杂性使得在轧制过程中金属各部分的变形、断面温度分布以及轧辊磨损等都不均匀,因此轧件尺寸难以计算和控制,轧机调整和导卫装置的安装也较复杂;另外复杂断面型材的单个品种或规格通常批量较小。上述因素使得复杂断面型材连轧技术发展难度大。
(3)轧机结构和轧机布置形式较多。在结构形式上有二辊式轧机、三辊式轧机、四辊 孔型轧机、多辊孔型轧机、Y型轧机、45°轧机和悬臂式轧机等。在轧机布置形式上有横列式轧机、顺列式轧机、棋盘式轧机、半连续式轧机和连续式轧机等。
(2)断面形状差异大。在型材产品中,除了方、圆、扁钢断面形状简单且差异不大外,大多数复杂断面型材(如工字钢、H型钢、Z字钢、槽钢、钢轨等)不仅断面形状复杂,而且互相之间差异较大,这些产品的孔型设计和轧制生产都有其特殊性;断面形状的复杂性使得在轧制过程中金属各部分的变形、断面温度分布以及轧辊磨损等都不均匀,因此轧件尺寸难以计算和控制,轧机调整和导卫装置的安装也较复杂;另外复杂断面型材的单个品种或规格通常批量较小。上述因素使得复杂断面型材连轧技术发展难度大。
(3)轧机结构和轧机布置形式较多。在结构形式上有二辊式轧机、三辊式轧机、四辊 孔型轧机、多辊孔型轧机、Y型轧机、45°轧机和悬臂式轧机等。在轧机布置形式上有横列式轧机、顺列式轧机、棋盘式轧机、半连续式轧机和连续式轧机等。


